
上传时间:2013-10-17 8:50:00

端盖冲压工艺及模具设计
1引言
端盖是某通用机械上的一种零件,使用数量较多(每台6—8件),原为铸铁件,如图1所示,其工艺过程为:铸造——机加工(车、铣),工序较多、生产周期长、材料消耗多、效率低、成本高,不能较好地适应生产发展的需要。笔者经过对该零件结构及使用要求的分析研究,按照不降低使用性能为前提,将其改为冲压件,如图2所示。材料08F,厚度1mm,用冲压方法完成零件加工。经实践证明,该工艺可行性好,效率高、成本低、经济效益显著。
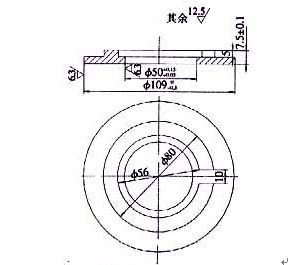
图1 端盖(改进前)
2 工艺分析及工艺方案的确定
冲压是机械制造业中一种较先进的加工方法,与切削加工相比,具有材料利用率高、制品力学性能好,互换性强、生产效率高等优点。在经济、技术两方面郁具有很大的优越性,把铸造件改为冲压件,目的是为了提高牛产率,降低成本,增加经济效益,但是否可行,需要具备如下条件:①制品改进后须不降低原使用性能要求;(2)制品须具有相当的生产批量(每月2000件);(3)改进后的制件应具有良好的冲压工艺性。经对原制件进行认真分析认为可行,改为图2结构,分析其冲压工艺性,主要上艺难点在于4个凸台的成形,其相对高度较人,凸台之间距离又相对小,因此,在成形过程中,材料变形复杂,尤其足凸台内侧及两凸台之间圆弧部分,材料补充困难,仅靠变薄拉仲难以达到要求,且易出现拉裂,经充分考虑成形条件和冲压工艺难点分析,提山改进设计后冲压工艺要点:①采取预冲中心孔,以改善4个凸台内侧及凸台之间的材料流动;②将毛坯下成方形,以便四角从外侧补充4个凸台用料,⑦采取先将4个凸台拉伸到一定高度时再落制件外圆料的方法,使得在拉仲过程中材料易于得到补充日外圆相对准确(后一工序进行前,不必再修外圆边)。
综合上述分析,确定冲压工艺过程如下:用两个复合工序(2副模具)完成对该制什加。第一道工序:冲山心预孔-拉凸台斗-落料。第二道工序:冲孔(修内孔边)。
3模具结构
3.1 冲中心预孔拉伸落料复合模
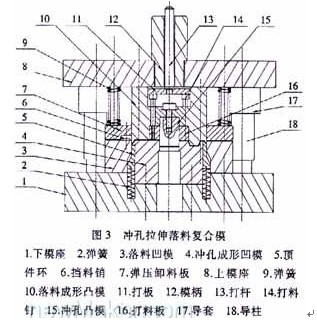
冲孔拉伸-落料复合模如图3所示,采取后侧滑动导向模架,正装式结构。其工作过程是:开模状态下,先将板料放在落料凹模3及冲孔凹模4上,挡料销6定位,起动压力机,滑块F行,弹压卸料板7在弹簧9的作用下将板料压紧,随着滑块的下降,对板料先冲中心预孔,随后拉仲4个凸台,当凸台拉伸墓本成形即拉仲深度为5mm后,落料凸模10与落料凹模3开始落料,滑块继续下行至下死点,对于件进行镦压校形。滑块间程,弹压卸料板7将废料卸下,打料板16将制件推下,中心预孔废料从下模中漏下,完成第一道工序的加工。
3.2 应当注意的问题
冲孔-拉伸斗落料复合模装配须保证。开始工作的顺序为:冲中心预孔-拉伸4个凸台-落料,即图3中下模中件3、件4上平面下齐时,上模件15下下作面最低,件10成形凸部分次之,落料凸模(件10的外部)最高。压、卸料部分经试模调整应保证压边及卸料力适当,动作顺畅,功能满足模具工作要求。
3.3 冲孔(修内孔边)拉伸复合模
冲孔(修内孔边)-拉伸复合模如图4所示,采用后侧滑动导向架,倒装式结构,用于完成内孔修边及外边缘拉伸,其工作过程简单,不再赘述。
4 结束语
经实际生产验证,端盖经上述结构改进设计及工艺改进后,在完全满足使用要求情况下,生产效率大幅度提高,制品尺寸稳定性增加,材料消耗降低,制造成本累计降低20%。按单件节约2元,该型号产品产量5万台/年计算,则直接节约资金为:2元/件*(6~8)件/台*5万台/年=60~80万元/年,经济效益十分可观。
以上方法对类似产品具有一定的借鉴作用。运用同样方法,该厂已经对同系列零件进行了相应改进,效果良好。
充分利用现代制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法,是机械行业搞好内部挖潜、提高效率、增加效益的重要途径。
来自: 中国金包网






